







Details
DESCRIPTION
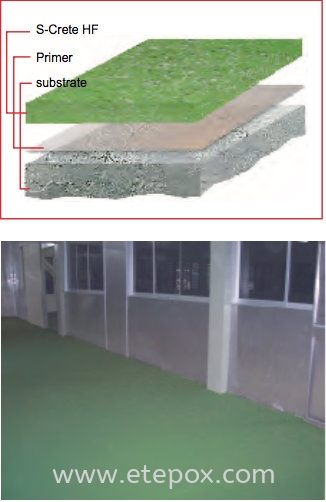
A 4 component polyurethane trowel applied in thickness from 6-9 mm screed for industrial application an drepairing system in matt anti -skid finish offering versatility in performance, aesthetics and economics.
RECOMMENDED
USES Hygienic floor for kitchen, wetfood, beverage processing and packaging plants. Chemical resistance floor for chemical process, containment area and wash down rooms. Thermal shock resistance floor for freezers, refrigerators, and oven installed spaces. Mechanically durable floor for loading docks and warehouses. Anti - skid finish for safety in oily / slippery service condition.
BENEFITS
• Anti -skid surface for safety
• Excellent chemical resistance.
• Resists bacterial growth; fungi, mould and mildew.
• Easily cleaned and maintained smooth seam less surface.
• High-density systems with maximum wear, abrasion and impact resistance.
• User-friendly, NO solvent odour during installation.
• One of the fastest "turn a round time" polymer modified product which reduces cost.
• High temperature resistance up to 130°C
• Seamless without joints for optimum sanitation and hygienic finish. Meets Japanese Standard JISZ 2801:2000, 5.2
COLOURS
Standard S-Crete colours. S-Crete floor system is functionally formulated to with stand severe chemical, mechanical, and thermal damages. As a direct results light yellowing of the floor surface exposed to UV may occure specially in light colors (eg.light grey) without affecting its functionality.
What is PU HF?
PU HF is a heavy duty, hygienic PU resin screed providing a highly durable, textured finish that incorporates an antimicrobial additive. PU HF provides a hygienic floor finish for heavy duty wet processing areas in Food and Beverage facilities.
Here are the key characteristics and benefits of the PU HF flooring system:
-
Hygienic: The PU HF flooring system is designed to meet high hygiene standards. It offers a seamless and easy-to-clean surface, preventing the growth of bacteria, mold, or other contaminants. The antimicrobial additive incorporated into the system further enhances its hygienic properties.
-
Temperature Resistant: The PU HF flooring system is capable of withstanding temperature variations typically encountered in food processing environments. It remains stable and does not deteriorate or degrade under hot or cold conditions.
-
Slip Resistant: The textured finish of the PU HF flooring system provides slip resistance, helping to prevent accidents in wet or slippery areas. This feature contributes to maintaining a safe working environment.
-
Extremely Hard Wearing: The PU HF flooring system is highly durable and designed to withstand heavy foot traffic, equipment, and impacts commonly found in industrial settings. It resists scratches, abrasion, and wear, ensuring a long-lasting flooring solution.
-
High Chemical Resistance: The polyurethane resin used in the PU HF flooring system offers excellent resistance to a wide range of chemicals, including those commonly found in food and beverage processing areas. This chemical resistance helps protect the floor from damage caused by spills or exposure to harsh cleaning agents.
Overall, the PU HF flooring system provides a combination of hygienic properties, temperature resistance, slip resistance, durability, and chemical resistance, making it suitable for demanding wet processing areas in the Food and Beverage industry.
It's important to note that specific product formulations and installation methods may vary among manufacturers, so it is advisable to consult with the specific manufacturer or supplier of the PU HF flooring system for detailed product information, installation guidelines, and maintenance instructions.
View more about PU HF on main site